




The legislation - What does it say ?
The COSHH (Control of Substances Hazardous to Health) regulations require that an employer, who undertakes work which may expose his employees to substances hazardous to health, provides information, instruction and training to allow them to know the risks to health created by the exposure and the precautions to be taken. Furthermore, the Management of Health and Safety at Work Regulations 1999 require that employers assess the risks to health of employees arising from their work. The actions arising from the risk assessment are dictated by COSHH Regulations.
There is no workplace exposure limit (WEL) for welding fume, because it contains several hazardous substances. The workplace exposure limits applicable in the UK can be found in guidance note EH40. In general, these are average values for a daily working time of 8 hours and a 5-day week.
There are also classifications and regulations at European and international level. For example, the IARC (International Agency for Research on Cancer) classified welding fumes as carcinogenic in 2017. At the level of the European Union, it is currently being discussed whether welding fumes should be included in the list of carcinogenic substances.
Collective protection in the service of risk prevention
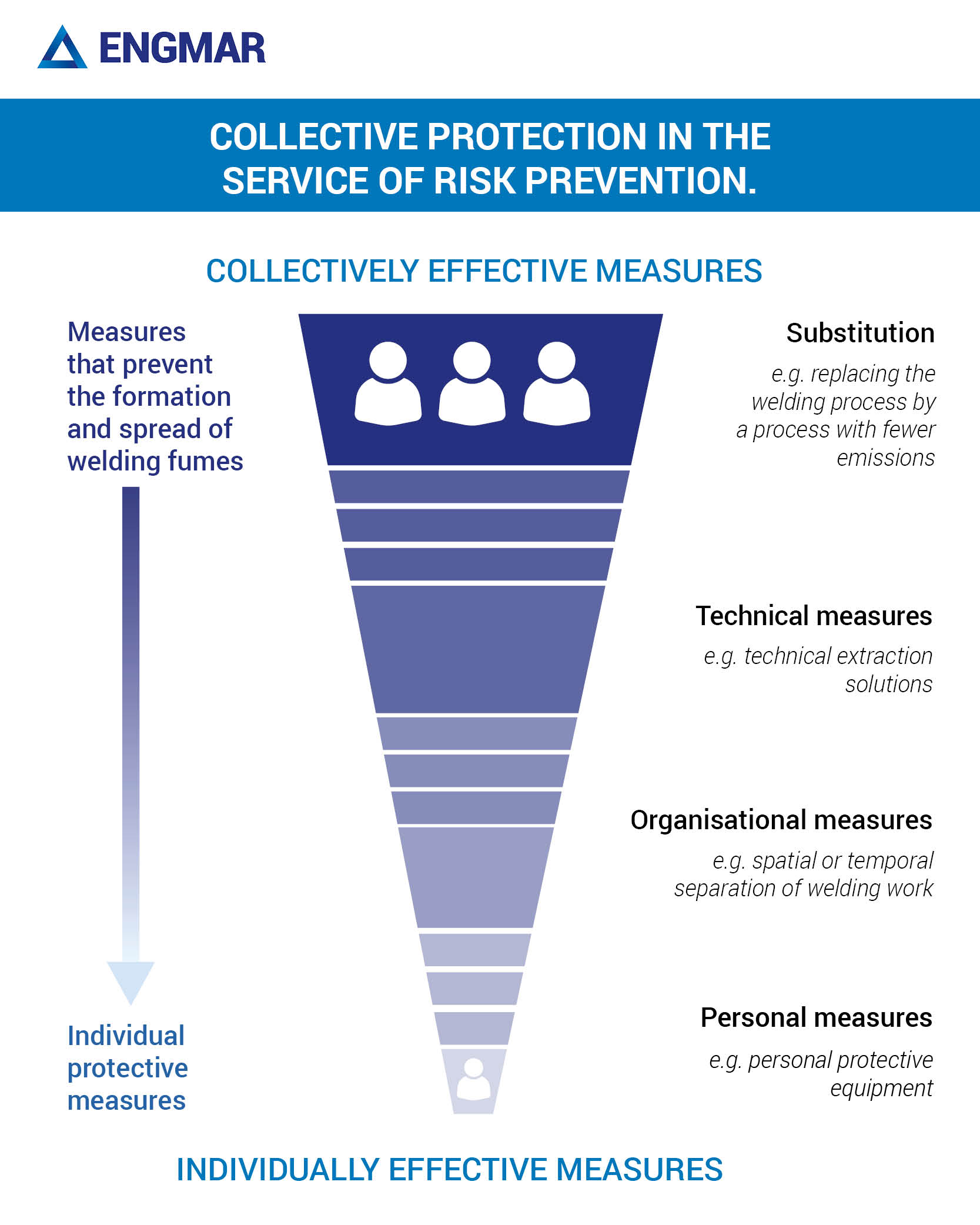
There are a number of measures to protect the health of people affected by welding work. These are not all equally effective and should be selected according to the workplace and the way of working.
The closer a measure is to the hazard itself, the greater its collective effectiveness. The most effective measure would therefore be to avoid the hazard itself, i.e. to replace the welding process with a low-emission joining process (substitution). The use of a less environmentally harmful welding process or the use of less environmentally harmful materials or additives also enter this category. Everyone affected benefits from such measures; their effect is thus of a collective nature.
If substitution is not possible or this measure is not sufficient, technical measures for fume extraction and organisational measures come into play.
As required by the Labour Code, these measures should address the hazard as closely as possible. One example is fume extraction at the point of emission, so that all employees working in the same work area are protected. Access restrictions or hygiene regulations have a less collective effect and are designed more to protect specific groups of people.
Measures that affect individuals, such as personal protective equipment (PPE), only protect that particular person and therefore have only individual effectiveness. For example, if the welder wears appropriate respiratory protection, he or she is protected, but the other people in the work area are still exposed to the fumes.
The importance of extraction solutions for the prevention of welding fumes exposure.
Substituting welding or changing the welding process to reduce emissions is not always possible or sufficient. Effective extraction close to the emission source, such as a MIG/MAG or TIG extraction torch or an extraction nozzle, is then essential. These devices prevent the welding fumes from mixing with the breathing ambient air, thus protecting not only the welder but also all other employees in a workshop.
Which extraction device for which application ?
 |
The extraction torchThe most efficient extraction device is the extraction torch, as it captures the fumes directly at the point of origin, regardless of the welding part and its position. To ensure effective extraction quality, the standard EN ISO 21904 prescribes extraction speeds that must be maintained in the extraction area:
In order to optimally protect workers and thus preserve their health, it is therefore essential to ensure when purchasing extraction torches that they comply with the ISO 21904 standard. |
 |
Extraction armsExtraction of welding fumes can also be achieved with the aid of extraction nozzles and arms with a nominal diameter of up to 800 mm and a length of approx. 10 m. The extraction arms can be positioned freely and maintain the set position unsupported. When positioned correctly, the devices can capture welding fumes up to a distance of about 300 to 400 mm. The extraction arm must be positioned in such a way that the welding fumes are kept away from the breathing zone of the welder. It is important to ensure that the extraction arms are easy to manipulate. This facilitates operation and considerably improves acceptance among welders. For effective extraction, a minimum speed of 0.5 m/s must be maintained in the welding area. This requires regular adjustment of the capture device as the welding process progresses.
|
 |
Extraction tables or extraction wallsExtraction tables are particularly suitable when different manufacturing processes are carried out at the same workplace. In the case of extraction tables, the polluted air is extracted to the rear and/or downwards. Extraction only downwards is more suitable for cutting processes. The extraction of thermally induced, rising welding fumes is only possible to a limited extent with downdraft extraction tables. However, this may be suitable for small to medium-sized or flat workpieces. Capture can be improved with an additional extraction rear wall. These extract the welding fumes at the rear of the workstation. This separates the emissions from the environment. The airflow required depends on the size of the table; a speed of 0.5 m/s in the welding area should be maintained to ensure good capture efficiency.
|
 |
The extraction hoodThis type of fume extraction is typically used for extraction at robotic welding stations and other automated welding processes. The welding fumes penetrate the capture area of the extraction hood through thermal uplift. The hoods can additionally be equipped with lateral welding curtains that reduce the influence of disturbing currents (e.g. uncontrolled air flows in the room) and thus improve the capture of the welding fumes. The size and shape of the fume hood will depend on the particular work area. The airflow should be sized to capture the entire airflow emitted from the welding area.
|
.png) |
Extraction in ventilated cabinsCabines are mainly used for welding robots in order to protect the surrounding workplaces from the emission of welding fumes. Extraction takes place via wall extractors or ducts in the ceiling of the cabin. To prevent hazardous substances from escaping from the cabin, the amount of air to be extracted is determined, for example, by the required air exchange or the flow speed at the open surfaces. The disadvantage is the limited accessibility of the workplace. Entering and leaving of the cabin must also be taken into account. |
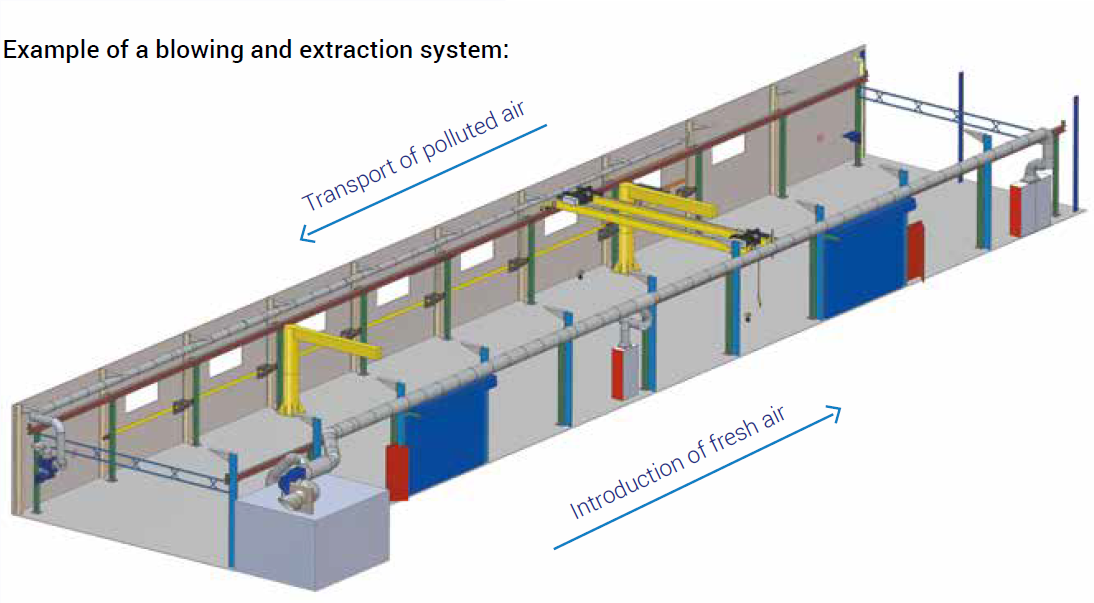 |
Hall ventilationAdditional ventilation can be used to support the extraction systems mentioned above. It can protect neighbouring workplaces by reducing the concentration of hazardous substances that are not covered. Extraction is usually carried out at a height of 4 m to 6 m and rather randomly by circulating and filtering the air in the workshop usually several times per hour.
|
The prevention of risks.
The prevention measures to be taken depend on the process, the materials used, but also on the workplace (workshop, construction site, confined space). Each situation must therefore be considered separately. The analysis should thus be carried out in collaboration with the different actors in the company and with the involvement of the workers who work in these workplaces. Only they can contribute their experience, which is necessary for understanding and selecting the most appropriate solution for their situation.
Contact us if you would like to be advised!